

數控加工仿真系統操作界面的熟悉
1.2.1如何進入數控加工仿真系統
1、開始菜單 → “數控加工仿真系統” → 打開“加密管理程序”
2、開始菜單 → “數控加工仿真系統” → 打開“數控加工仿真系統” → 進入“用戶登錄”界面 → 點擊“快速登錄”。
1.2.2 選擇機床類型
1、選擇控制系統:FANUC系統
2、系統名稱:FANUC-0I系統
3、機床類型:銑床 標準
1.2.3 介紹數控加工仿真系統的面板
1.機床操作面板按鍵說明
一>MDI鍵盤
(1)常用功能鍵
POS 當前機床位置顯示
PROGRAM 程序顯示
MENU/OFSET 偏置量顯示
(2)常用的編輯鍵
RESET 復位鍵:終止當前一切操作、CNC復位、解除報警。
INPUT 用于參數、偏置量的輸入
零件圖(如圖1-31所示,毛坯尺寸為90*90*30)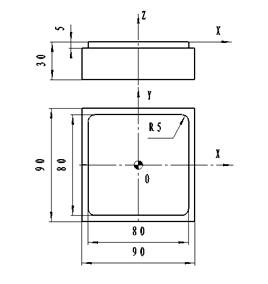
O0001
N010 G54 G0 G90 X-65. Y40. S500 M3
N020 Z50.
N040 G1 Z-5. F80.
N050 G41 D1 X-50. F120.
N060 X35.
N070 G2 X40. Y35. R5.
N080 G1 Y-35.
N090 G2 X35. Y-40. R5.
N100 G1 X-35.
N110 G2 X-40. Y-35. R5.
N120 G1 Y35.
N130 G2 X-35. Y40. R5.
N140 G3 X-20. Y55. R15.
N150 G1 G40 Y70.
N160 G0 Z50.
N170 M5
N180 M30
地址/數字鍵 用于字母、數字等的輸入
CAN取消輸入鍵 用于刪除已輸入到緩沖器的文字或符號
CURSOR↑↓ 光標的移動鍵
PAGE↑↓ 翻頁鍵
ALTER 字符替換鍵
INSRT 字符輸入(插入)
DELET 字符、程序刪除
注: 同一鍵上有多個地址和數字,按同一鍵循環。
二>操作面板鍵
(1)EMERGENCY STOP 急停鍵
(2)Start 循環啟動鍵 自動方式:程序運行
MDI方式:執行MDI程序
(3)HOLD 進給保持鍵: 在自動運行狀態下,暫停進給M、S、T功能有效。
(4)STOP 終止程序鍵: 在自動狀態下,終止運行程序。
(5)MODE(選擇機床工作方式)
EDIT: 編輯方式,用于與程序有關的操作
AUTO: 自動方式,用于零件的加工
REF : 回參考點,用于機床回參考點操作
MDI : 手動數據輸入方式,在MDI&CRT面板上,直接用
鍵盤將一些簡短的程序輸入到MDI存儲器并運行。
STEP/HANDLE: 手輪方式,用于手輪進給
X1 ——移動量:0.001mm/每格
X10 ——移動量:0.01mm/每格
X100——移動量:0.1mm/每格
JOG : 手動進給,用于手動移動工作臺
(6)FEEDRATE OVERRIDE 進給倍率修調旋鈕,控制F指令進給量在0%—150%的范圍內修調。
(7)JOG FEEDRATE OVERRIDE 手動進給倍率修調
(8)AXIS 手動(或手輪)方式進給時,選擇移動軸
(9)SPINDLE: Start 手動方式時主軸啟動
Stop 手動方式時主動停止
(10)JOG“+”,“-” 手動進給時軸移動方向
(11)程序控制開關:
Single Block 單段運行開關
Opt Skip 跳段執行開關 注:工作方式選擇和手輪的旋轉左右方向用鼠標的左右鍵來控制
M01 Stop 選擇停執行開關。
相關資訊
.JPG "CD紋高光")



同類文章排行
- 旋鈕應用在不同領域中
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 按鍵cd紋,小巧可愛的按鍵表面也可以cd紋加工
- 按鍵,鋁按鍵,手機按鍵,電腦按鍵也能完成cd紋工藝
- 八年磨一劍,我們一直在做中高端外觀精美的鋁旋鈕!
- 機加工是什么,機加工是做什么的?
- CD紋產品特點表現在哪些方面呢?
- 2020CD紋顏色搭配方案大全
- 鋁氧化著色產化是我國鋁產業必經之路
- 鋁型材進行擠壓的時候還需要哪個過程?
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


