

大朗數控車床加工中常用刀具的特點及應用
1.數控車床加工車刀的類型
數控車床加工使用的刀具按其切削部分的材料可分為高速鋼(如W18Cr4V),硬質合金(如YG類、YT類、Yw類)、陶瓷、立方氮化硼和金剛石等刀具。(導讀:大朗數控車床CNC車削加工工藝概述 http://www.www.hadonghoon.cn/Article/dalangshukongchechua_1.html)
按刀具的結構形式可分為整體式、焊接式、機夾可轉位式和徐層刀具。()
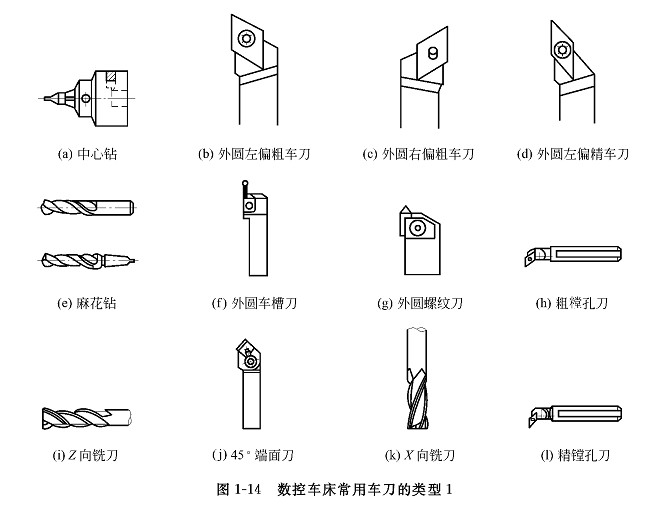
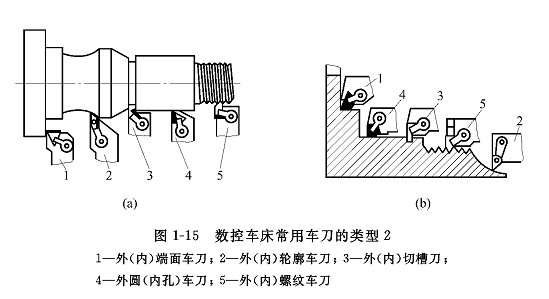
按刀具的車削用途可分為中心鉆、外圓左偏粗車刀、外圓右偏粗車刀、外圓左偏精車刀、麻花鉆、外圓車槽刀、外圓螺紋刀、Z向銑刀、450端面刀、X向銑刀、精模孔刀、粗幢孔刀、球頭銑刀等,如圖1-14和圖1-15所示。
除經濟型數控車床外,目前數控車床加工的車刀、幢孔刀、切斷刀、螺紋加工等刀具已廣泛使用普遍硬質合金涂層刀片的機夾可轉位式車刀。它主要由刀體、刀片和刀片壓緊系統三部分組成。
機夾可轉位車刀的定位夾緊結構要求如下。
①定位精度要高。刀片轉位或調換后,刀尖及切削刃的位置變化應盡量小。定位精度高可使刀片夾緊更穩定。夾緊力的方向應使刀片靠緊定位面,保持定位精度不易被破壞。
②刀片轉位、調換方便。
③夾緊牢固、可靠.保證刀片、刀墊、刀桿接觸緊密,在受到沖擊、振動、熱變形時各元件不致松動。
④刀片前刀面上最好無障礙.保證排屑順利、觀察方便。
⑤結構緊湊,制造方便。
常用的機夾可轉位式車刀按刀片緊固方法的不同可分為楔塊式、螺紋偏心式、杠桿式、杠銷式和上壓式等。
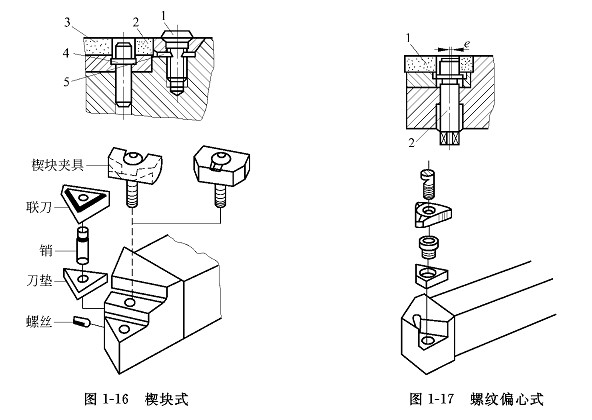
①楔塊式:如圖1-16所示,用螺釘1壓楔塊2,使刀片3的固定孔壓緊在銷4上,彈贊墊圈5可防止螺釘松動,并當螺釘松開時抬起楔塊。這種結構在刀片尺寸變化較大時也可夾緊,但定位精度不高,且夾緊時刀片受力不均.
②螺紋偏心式:如圖1-17所示,利用螺紋偏心銷2的偏心距。將刀片1夾緊.也可使用偏心軸代替偏心螺釘。這種夾緊結構元件少,結構緊湊,但調節余量小,要求制造精度高。另外,在斷續切削時,容易使偏心銷因受沖擊與振動而失去自鎖能力,導致刀片松動.
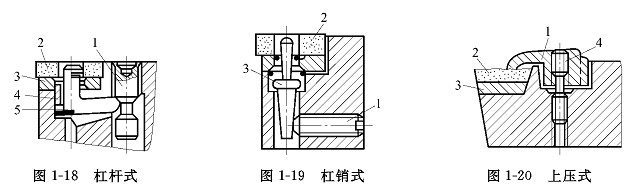
③杠桿式:如圖1-18所示,這種結構是利用壓緊螺釘1壓杠桿5,杠桿壓著刀片2的固定孔,使之靠近刀片槽。彈簧套4可防止刀片松開后刀墊3移動。這種結構定位精度高,調節余量大,夾緊可靠,拆卸方便。
④杠銷式:如圖1-19所示,利用加力螺釘1壓在杠銷3的下端,杠銷3和刀桿孔壁的接觸點為支點,將刀片夾緊。這種結構的杠銷比杠桿制造簡單,但杠銷剛度較差,夾緊力不大,且調節余量小,裝卸刀片不如杠桿方便。
⑤上壓式:如圖1-20所示,利用壓緊螺釘4壓楔塊1,用來夾緊無固定孔的刀片2。這種夾緊形式夾緊力大,通過兩定位側面能獲得穩定可靠的定位,而且元件少,裝卸容易,但刀片上的壓板使排屑受到一定影響。
相關標簽:數控車床加工
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


