

淺談金屬表面處理技術和工藝
淺談金屬表面處理技術和工藝--噴砂
噴砂工藝是五金產品表面制造工藝工序中的一個重要環節。行內人都知道,噴砂氧化、鋁件氧化表面處理是應用比較廣泛的,尤其是噴砂氧化,其效果是非常好的。它是采用壓縮空氣為動力形成高速噴射束,將噴料(銅礦砂、石英砂、鐵砂、海砂、金剛砂等)等高速噴射到需處理工件表面,使工件外表面的外表發生變化,由于磨料對工件表面的沖擊和切削作用,使工件表面獲得一定的清潔度和不同的粗糙度,使工件表面的機械性能得到改善,因此提高了工件的搞疲勞性,增加了它和涂層之間的附著力,延長了涂膜的耐久性,也有利于涂料的流平和裝飾。(導讀:東莞大朗地區做噴砂氧化表面處理工藝的優勢 http://www.www.hadonghoon.cn/Article/dongdalangpenshayang_1.html)
噴砂工藝
一、功能或用途
1.工件表面的清理
可用作對金屬的銹蝕層、熱處理件表面的殘鹽和氧化層、軋制件表面的氧化層、鍛造件表面的氧化層、焊接件表面的氧化層、鑄件表面的型砂及氧化層、機加件表面的殘留污物和微小毛刺、舊機件表面等進行處理,以去除表面附著層,顯露基體本色,表面清理質量可達到Sa3級。
2.工件表面涂覆前的預處理
可用作各種電鍍工藝、刷鍍工藝、噴涂工藝和粘接工藝的前處理工序,以獲得活性表面,提高鍍層、涂層和粘接件之間的附著力。
3.改變工件的物理機械性能
可以改變工件表面應力狀態,改善配合偶件的潤滑條件,降低偶件運動過程中的噪音。可使工件表面硬化,提高零件的耐磨性和抗疲勞強度。
4.工件表面的光飾加工
可以改變工件表面粗糙度Ra值。可以產生亞光或漫反射的工件表面,以達到光飾加工的目的。
二、主要參數
影響噴砂工藝加工的主要參數:磨料種類、磨料粒度、磨液濃度、噴射距離、噴射角度、噴射時間、壓縮空氣壓力等。
三、環保特點
1.極大地改善了粉塵對環境的污染和對工人健康的危害。
2·可直接安裝在生產線上,節省生產面積,有利工件周轉。
3.工作方法靈活,工藝參數可變,能適應不同材質和不同精度零件的光飾加工要求。
4.在工作過程中磨料循環使用,消耗量些
5.主要零部件使用壽命長,且便于維修。
常用噴砂工藝參數
獲得表面結果的三要素:
壓縮空氣對噴射流的加速作用(噴砂壓力大小的調節)p
磨料的類型(S)
噴槍的距離(H)、角度(0)
1.壓力大小的調節對表面結果的影響
在S" H、θ三個量設定后,P值越大,噴射流的速度越高,噴砂工藝效率亦越高,被加工件表面越粗糙,反之,表面由相對較光滑。
2.噴槍的距離、角度的變化對表面結果的影響
在P" S值設定后,此項為手工噴砂工藝技術的關鍵,噴槍距工件一般為50一150 mm'噴槍距工件越遠,噴射流的效率越低,工件表面亦越光滑。噴槍與工件的夾角越小,噴射流的效率亦越低,工件表面也越光滑。
3.磨料類型對表面結果的影響
磨料按顆粒狀態分為球形,菱形兩類,噴砂工藝通常采用的金剛砂(白鋼玉、棕剛玉)為菱形磨料。玻璃珠為球形磨料。在P" H、e三值設定后,球形磨料噴砂得到的表面結果較光滑,菱形磨料得到的表面則相對較粗糙,而同一種磨料又有粗細之分,國內按篩網數目劃分磨料的粗細度,一般稱為多少號,號數越高,顆粒度越小,在P" H、e值設定后,同一種磨料噴砂號數越高,得到的表面結果越光滑。
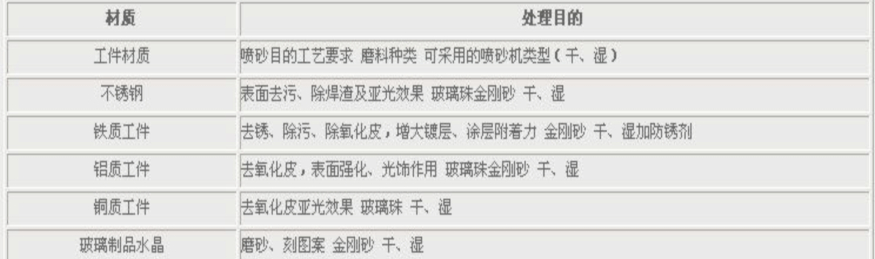
下表為不同材質產品為達到不同的處理目的而通常采用的手段(僅供參考)
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


